乾式タイルと湿式タイル

前回の特集では「釉薬・施釉」「色付け」に関するタイルの知識をご紹介しました。今回は「成形」「焼成」工程に関する基礎知識です。タイルは成形や焼成の違いによっても様々な特徴があり、施工場所や条件によっては、それらを使い分ける必要がある場合もあります。
- ※この記事は「News Letter Vol.1」の内容を再編集したものです。
- ※News Letterのバックナンバーはこちら

タイルの製法・成形方法
タイルには様々な種類がありますが、どのタイルも主に「乾式製法」「湿式製法」のどちらかで製造されています。
乾式製法/乾式タイル

乾式製法は「乾燥」「焼成」の時間が短いため、寸法精度が高く品質が安定しています。金型に坏土を取り、プレスするため、均一なすっきりとした風合いのものが多いですが、近年では湿式タイルの味わいに近いものも生産可能になってきています。低コストで大量生産が可能です。
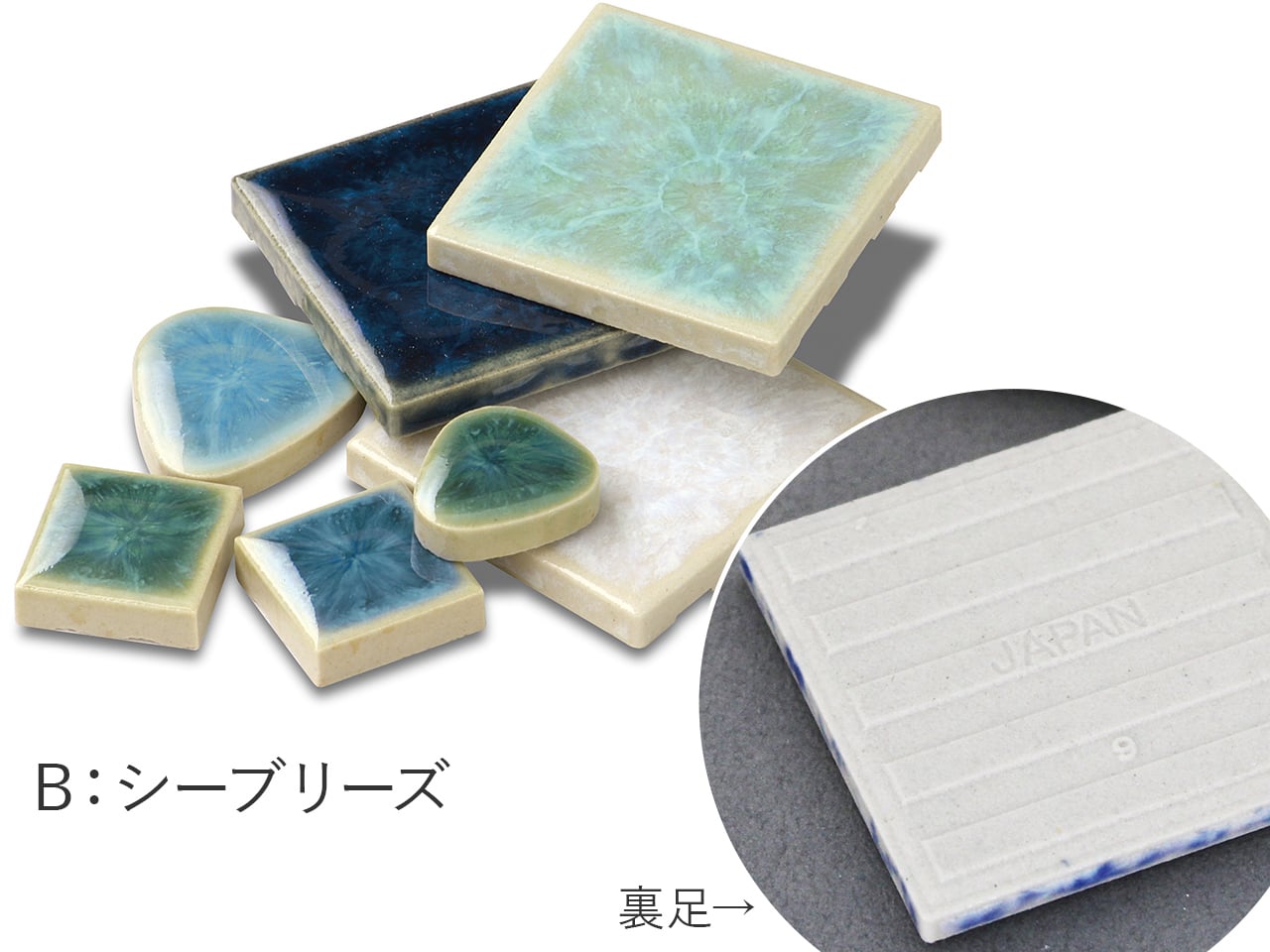
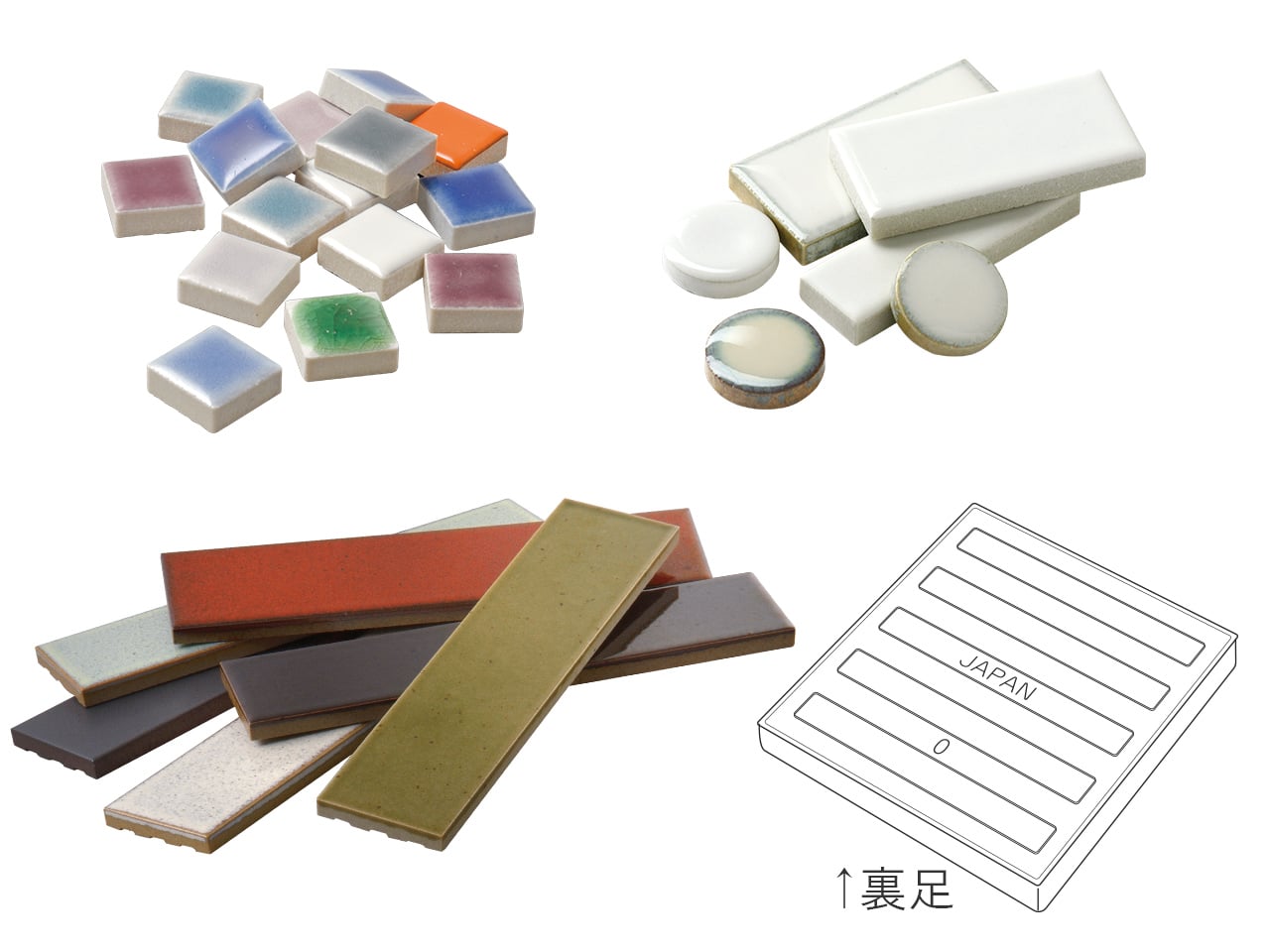
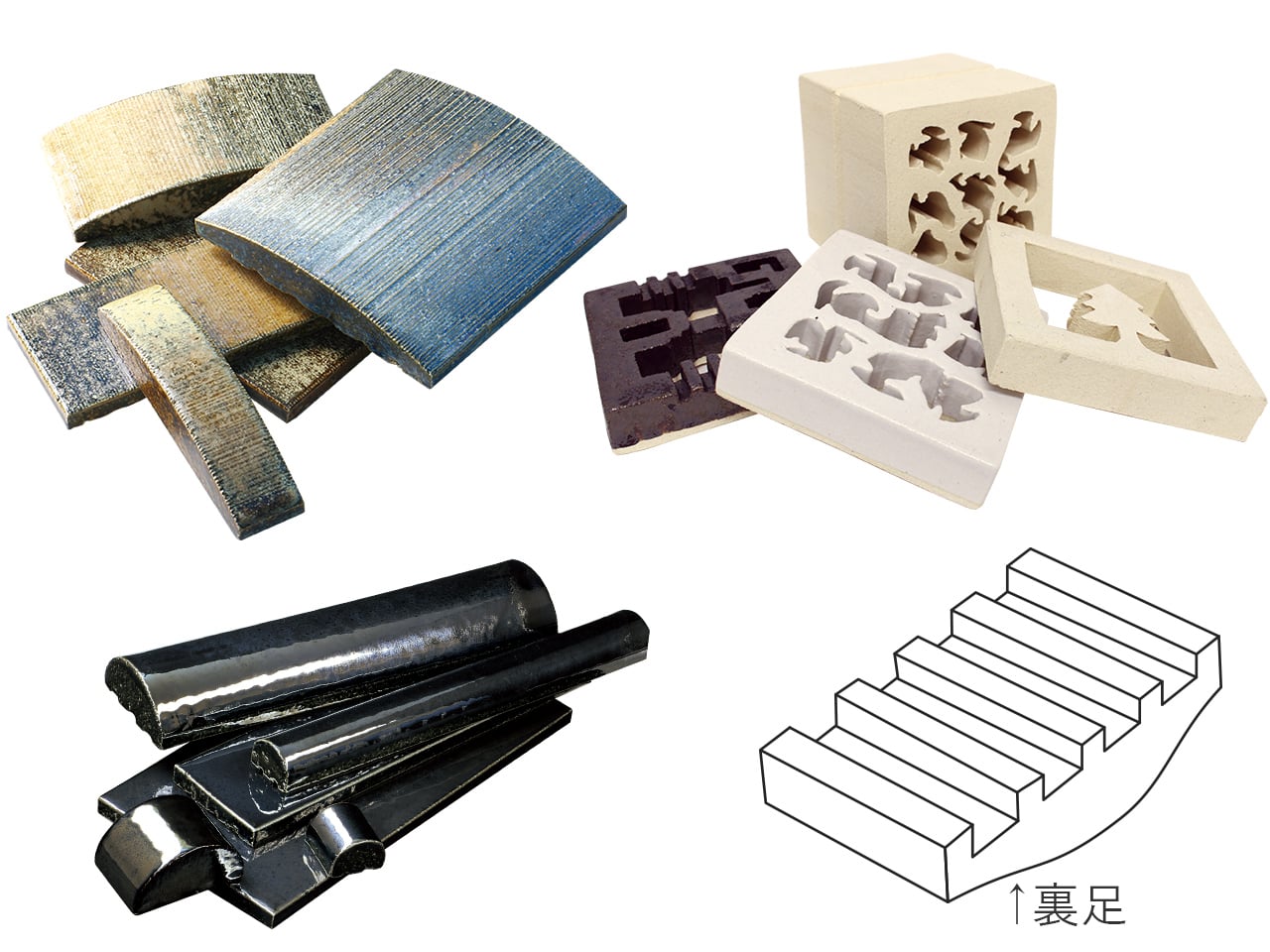
乾式タイルの見分け方は、プレスして成形するため、裏足の形状がスタンプ状になります。
【乾式タイルの製造工程】
-
① 原料
原料は、石を主に調合したパウダー状の坏土と呼ばれる粉。
-

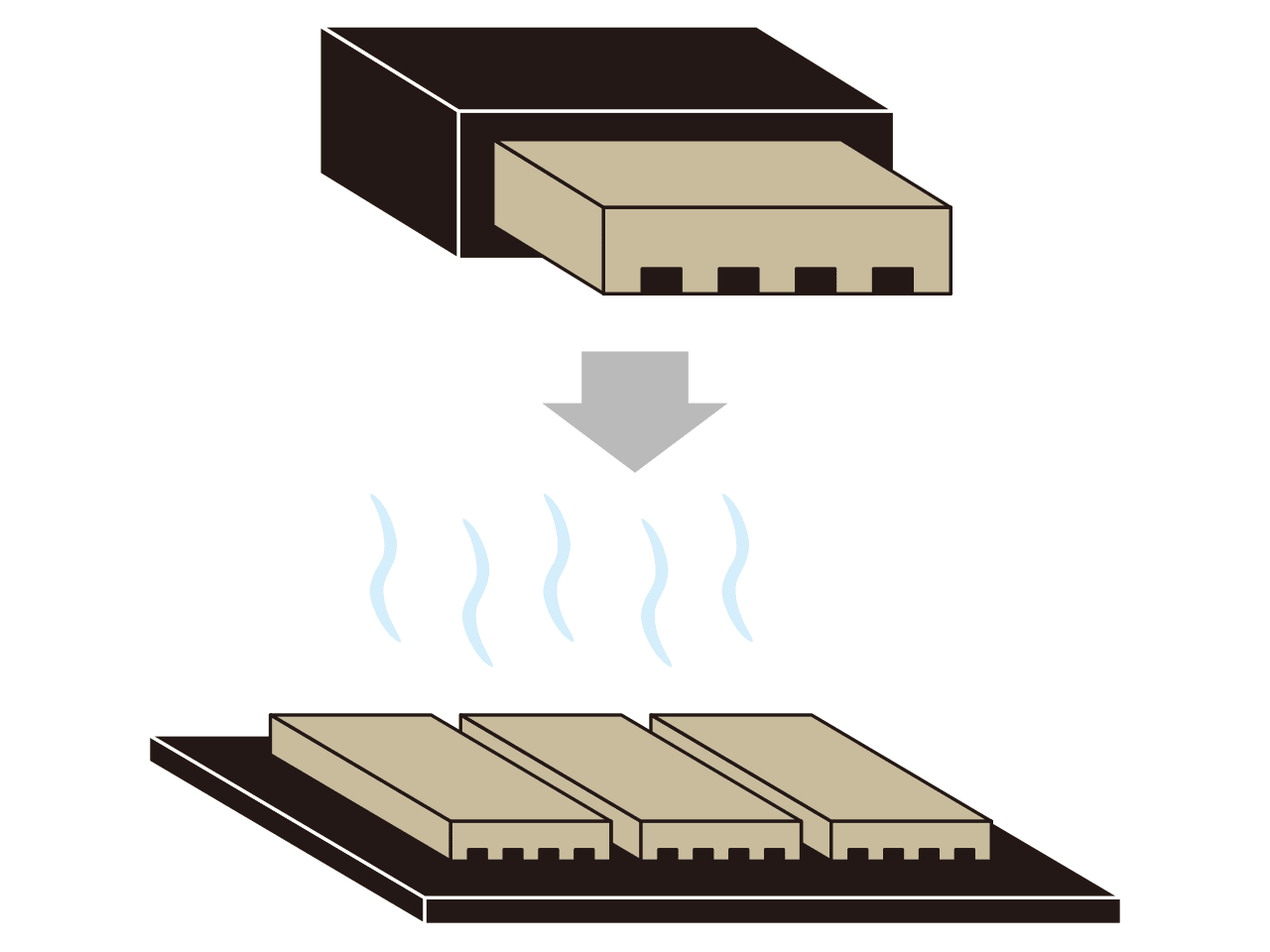
② 成形
坏土を金型に充填し、高圧プレス機で押し固めて成形する。
-
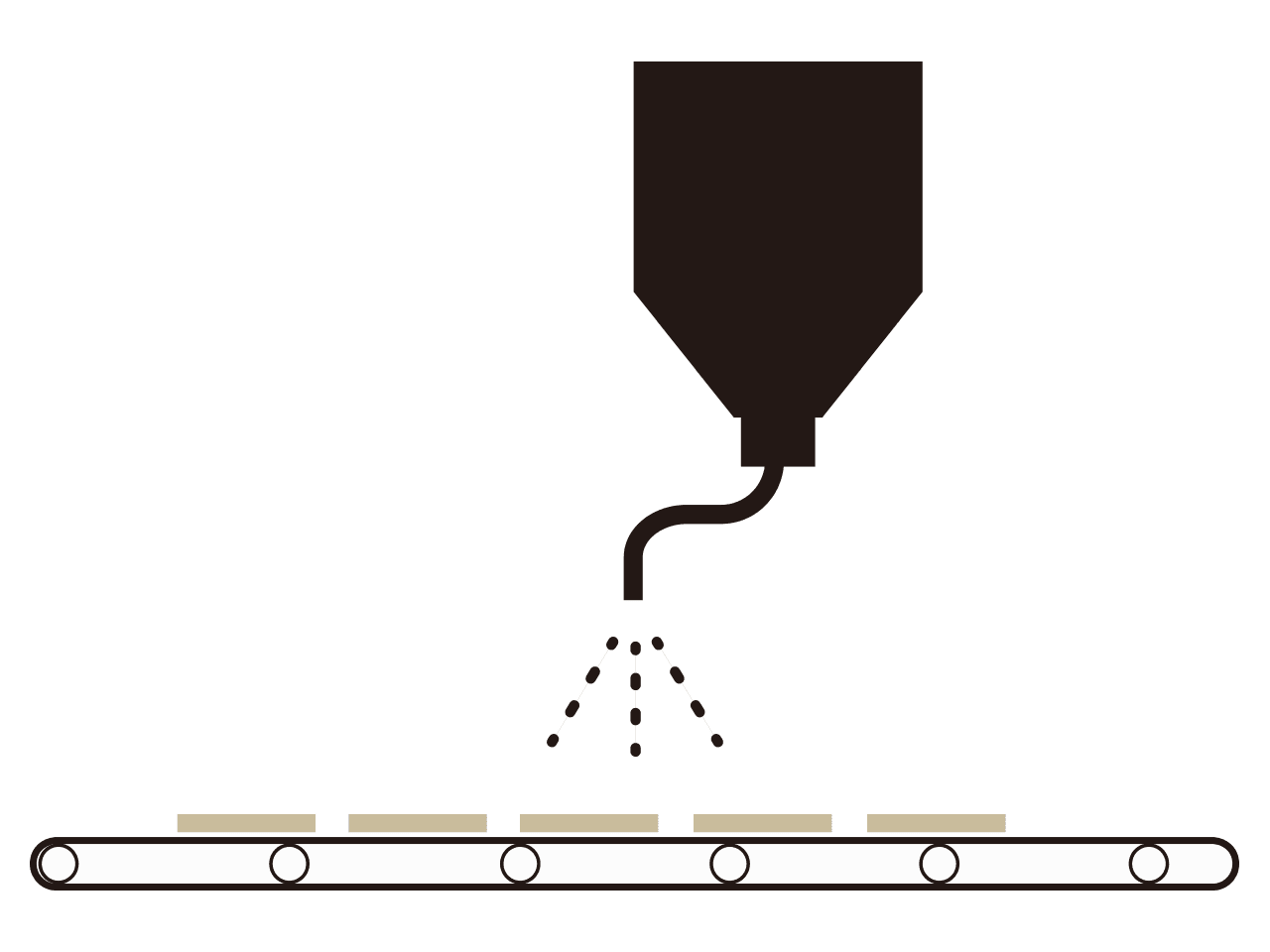
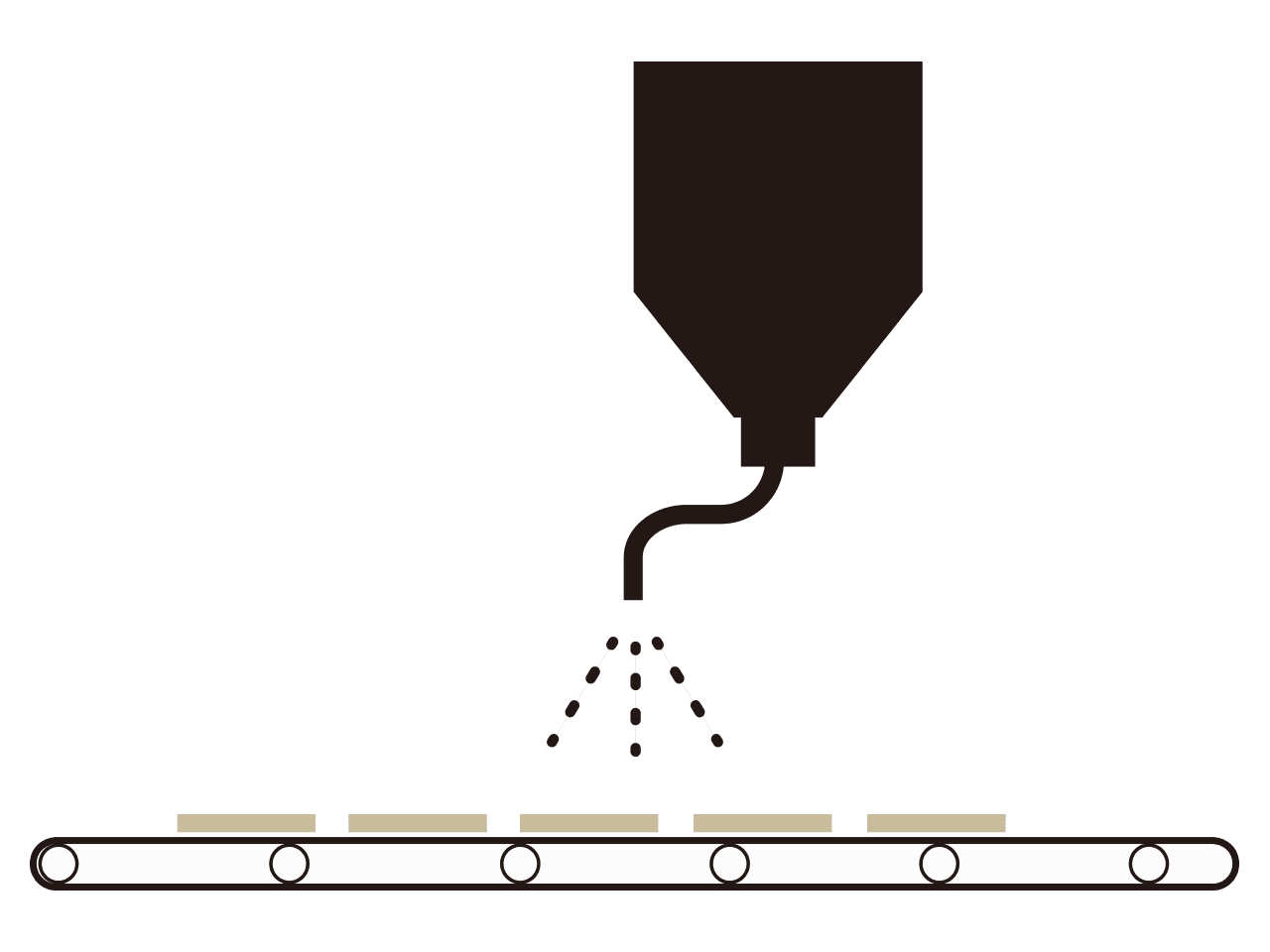
③ 施釉
釉薬(うわぐすり)をスプレー掛けする。
- ※釉薬:タイルの表面を覆って、素地中に水その他の液体が浸透しないようにし、表面に美的効果を与えるために使われるガラス質の素材。
- ※無釉タイルの場合は、この工程は省かれます。
-
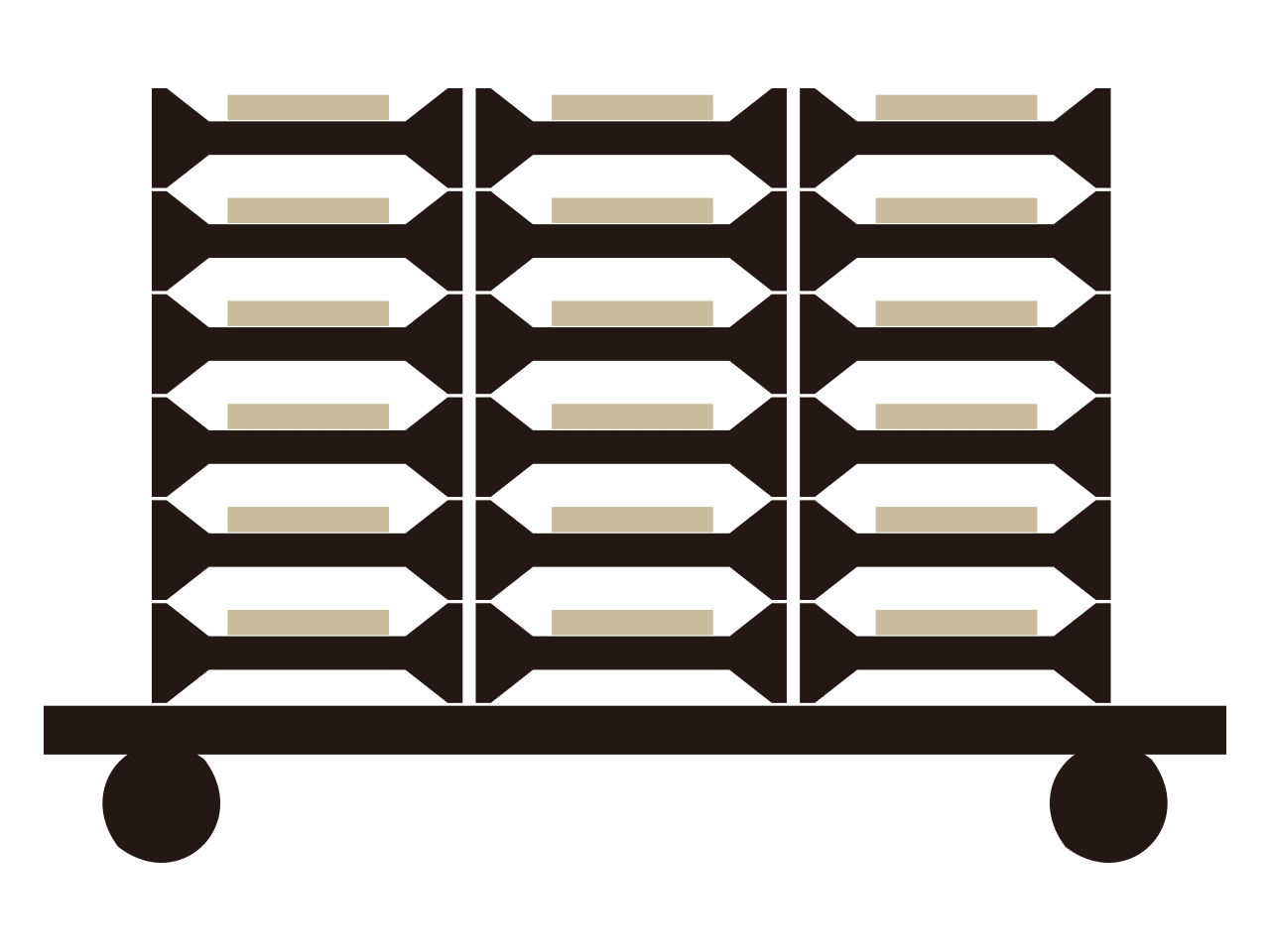
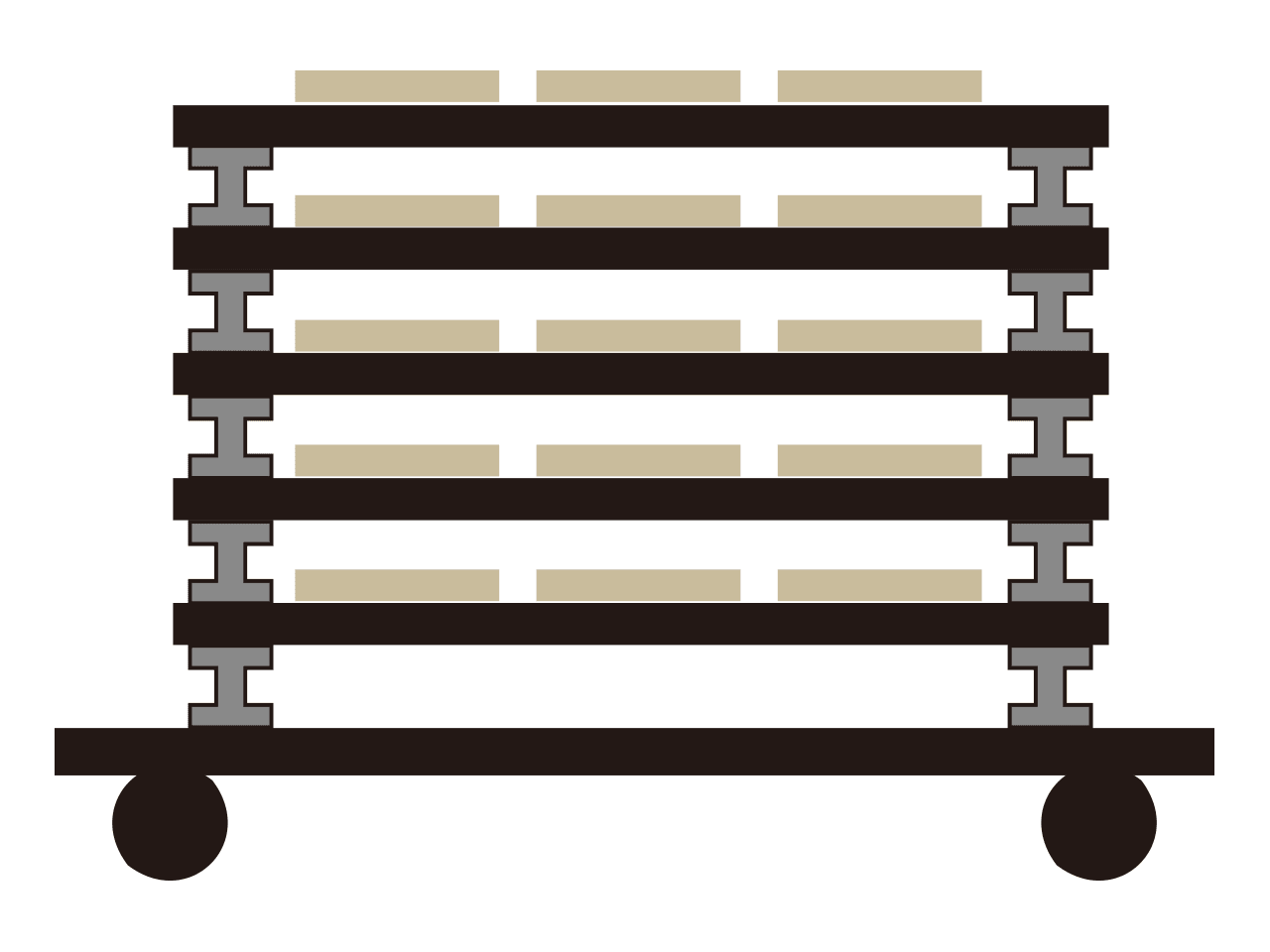
④ 窯詰
成形された生素地をバキュームで吸い上げ、サヤ(耐火性の棚)に積む。
-
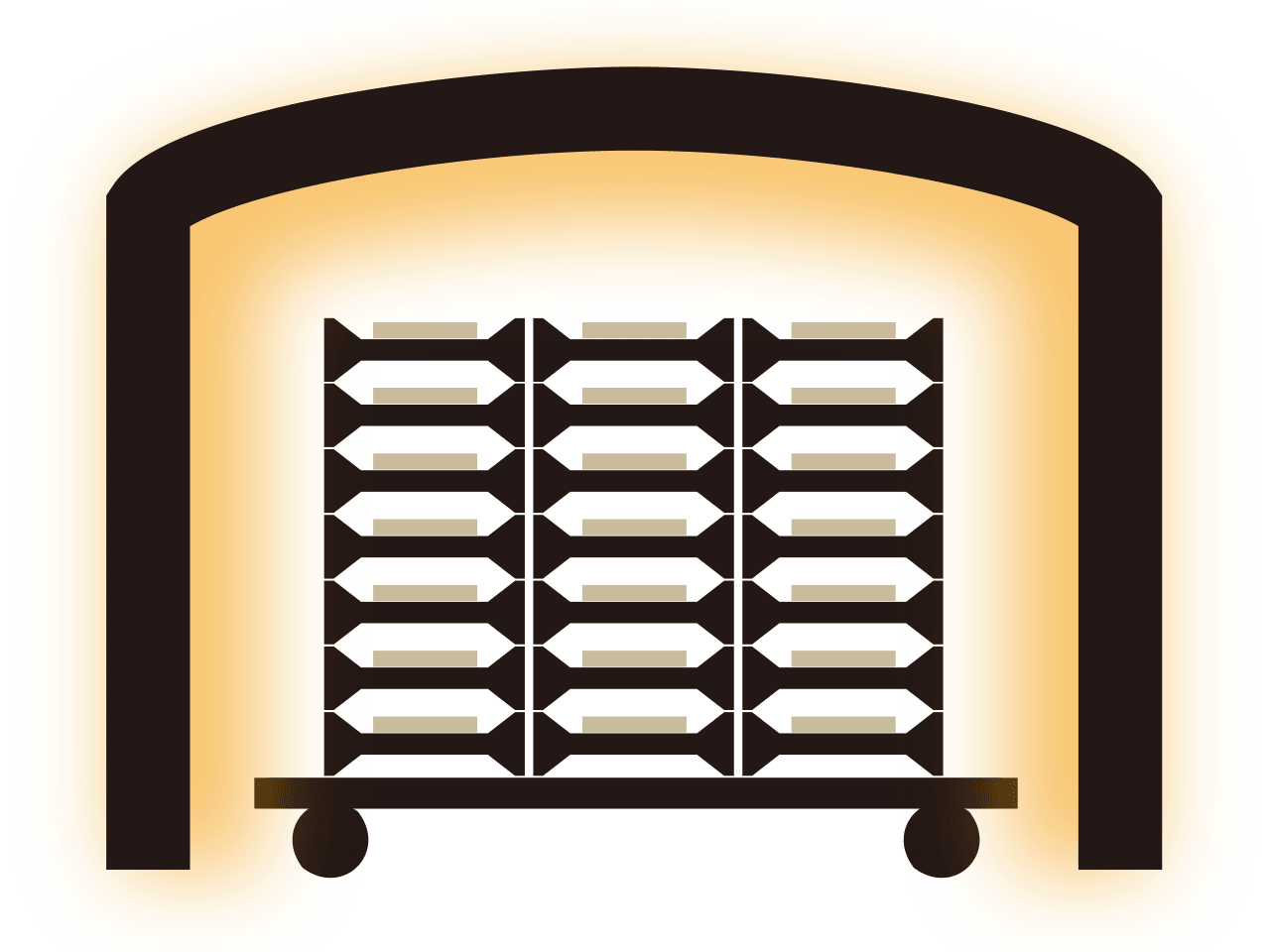
⑤ 焼成
日本ではトンネル窯で焼成されるが、世界的にはセラミックローラーにより製品を搬送する連続式焼成炉(ローラーハースキルン)での焼成が一般的。約30分~2時間で焼き上がる。
湿式製法/湿式タイル
湿式製法は、焼き物特有の味わいや、温かみのある表情が魅力です。原料の含水率が高いため、焼成により、収縮や歪みが生じやすいですが、その少々の誤差が、焼き物ならではの個性や質感、いわゆる「味」を生み出します。
湿式タイルの見分け方は、押出成形のため、裏足の形状がスタンプ状にはならず、筋状の窪みが見られます。
【湿式タイルの製造工程】
-
① 原料
原料を練り、含水率を20~25%に調整した土の塊(粘土)をつくる。
-
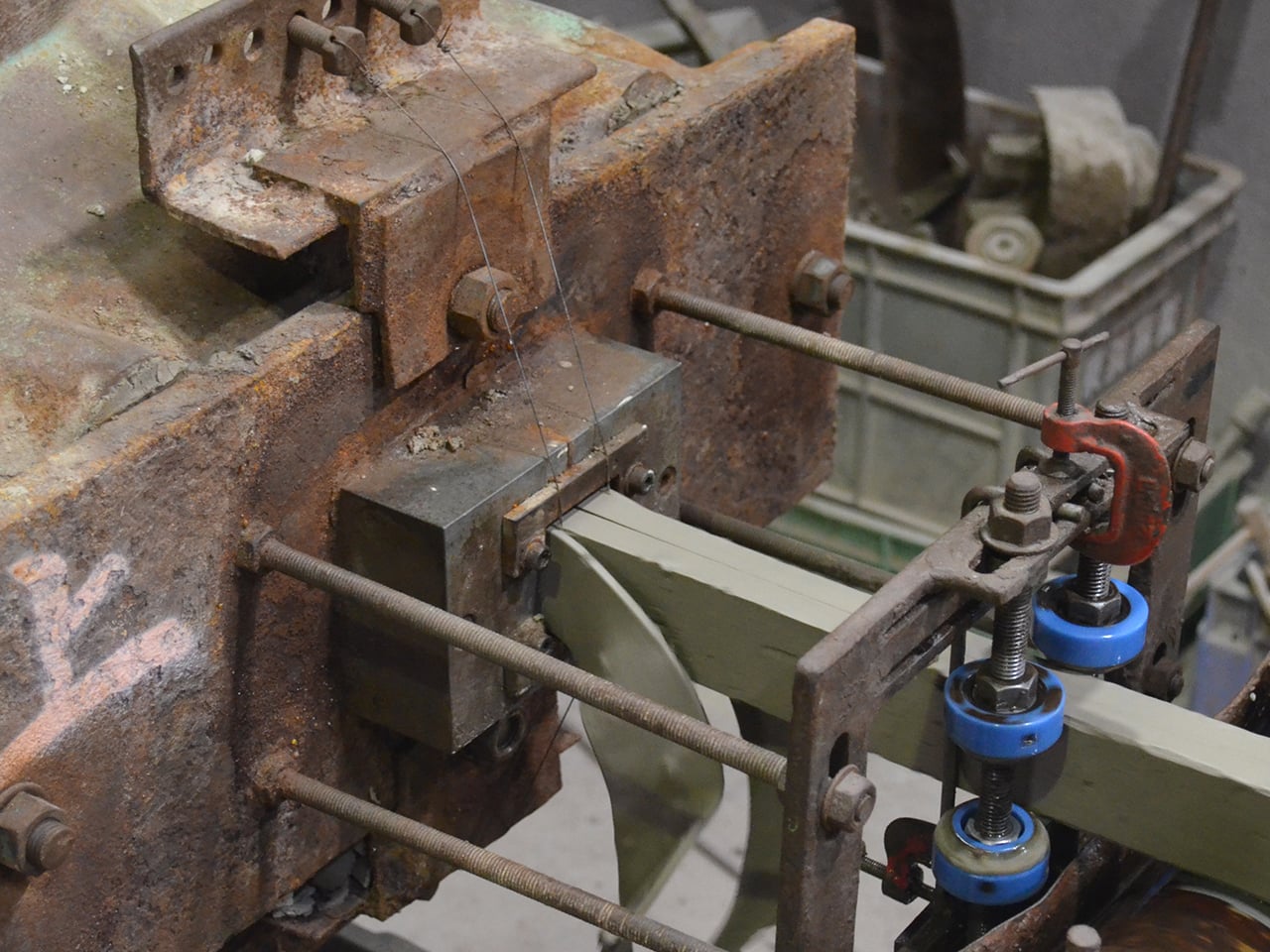
② 成形
真空押出成形機で押し出し、板状になって出てきたものをピアノ線で所定のサイズに切断する。その後、手作業で板の上に並べて、乾燥させる。
-
③ 施釉
釉薬(うわぐすり)をスプレー掛けする。
- ※釉薬:タイルの表面を覆って、素地中に水その他の液体が浸透しないようにし、表面に美的効果を与えるために使われるガラス質の素材。
- ※無釉タイルの場合は、この工程は省かれます。
-
④ 窯詰
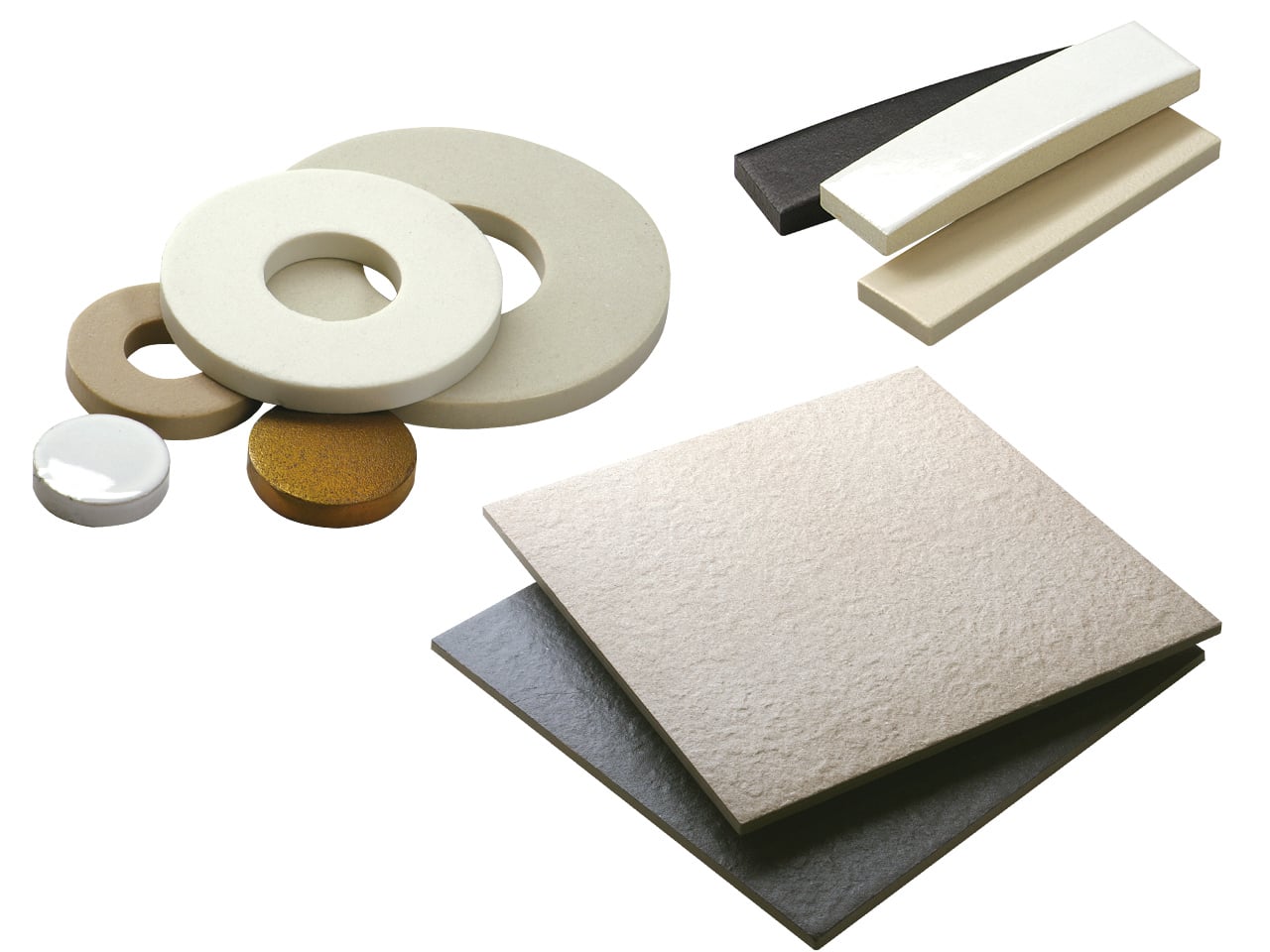
成形された生素地を手作業で棚板に並べる。耐火性の棚板と束(つか:板の間に置いて、高さを出すためのもの)を使って窯詰。
-
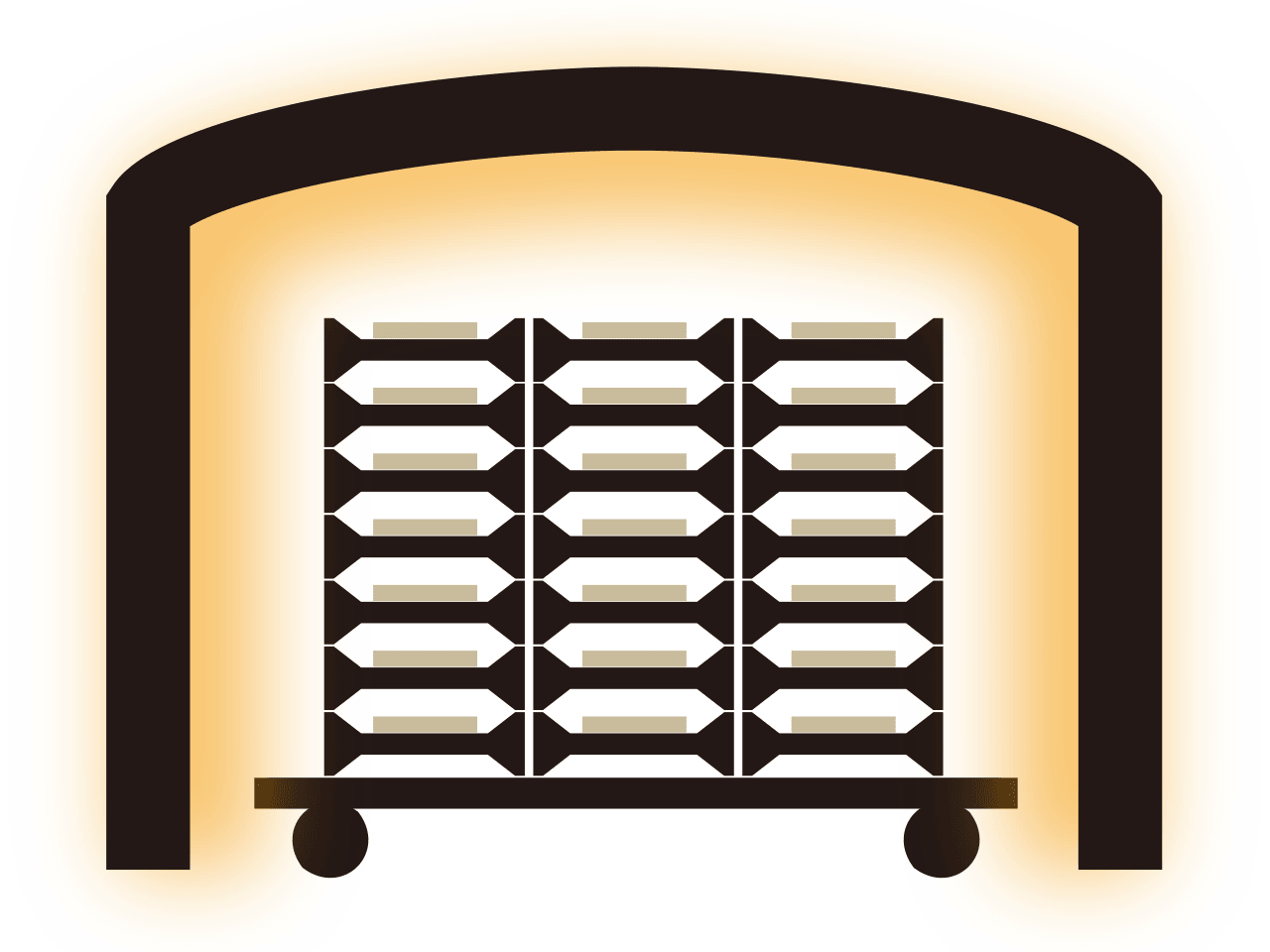
⑤ 焼成
トンネル状の窯の中で台車ごと移動させながら、20~40時間かけてゆっくりと焼成する。
焼成方法による違い
酸化焼成
窯の通気を良くして、酸素を十分に供給する焼成方法(炉内から煙突へ、空気の流れを作り、スムーズに外気を取り込む)。釉薬や素地に含まれる酸化金属と酸素が結合し、別の化合物へ変化して発色する。比較的安定した色が得られる。
還元焼成

炉内への酸素の供給を制限し、焼成物から酸素を奪う焼き方(煙突への空気の流れを少なくし、外気の取り込みを抑える)。あたり具合等で、色が微妙に変化し、焼き物らしい色幅(窯変)が生じやすい。
タイルの製品区分
タイルの製品区分では、湿式製法が「A類」、乾式製法が「B類」に分類されます。
| 吸水率 | I類 (磁器質:吸水率3%以下) |
II類 (せっ器質:吸水率10%以下) |
III類 (陶器質:吸水率50%以下) |
|---|---|---|---|
| 湿式製法 | AI類 | AII類 | AIII類 |
| 乾式製法 | BI類 | BII類 | BIII類 |
- ※JIS A 5209(2008)による区分
■ブログアンケート
*印は、入力必須です。
こちらもご覧ください
関連記事
-

温泉・大浴場のタイル
大浴場といえば、ローマ時代の公衆浴場(テルマエ)にまで遡り、当時から既にタイルが使用されていました。タイルは、耐久性・耐火性・耐水性・耐候性に優れ、水回りでも長く利用できるメリットがあり、二千年の年月を経た現在でも、浴場のメイン建材であり続けています。今回は、そんな温泉・大浴場・クア施設のタイルについて、ご紹介いたします。
記事詳細へ
-

トメ加工タイルについて
使用するタイルによって、仕上がりが大きく異なるタイル建築物。特にコーナー部分は、その個性とこだわりが大きく反映されます。用途に合わせて適切な「加工タイル」を使用することで、イメージ通りの表現が可能です。 今回は、その中でも汎用性の高い「トメ加工タイル」の特徴と、そのタイルを使用したタイルテーブルについてご紹介いたします。
記事詳細へ
-

タイルベンチとEPS素材(発泡スチロール)
今回は、タイルベンチとEPS素材についてご紹介いたします。EPSを加工しモザイクタイルを張ることで、自由な形の立体物を製作することができます。この製法は弊社独自に開発したもので、社内で製作してから納品するため、現場の負担を軽減させることができます。
記事詳細へ
-
タイルの歴史 中国・日本編
エジプトに初めて登場した「ファイアンス・タイル」から遅れること約3000年。東洋では、タイルの原型といわれる「塼(せん)」が、中国で初めて作られました。今回は、中国と、その中国からの影響を色濃く受けた、日本のタイルの歴史をご紹介いたします。
記事詳細へ
-

多治見市笠原町:ゴミステーションのモザイクアート
タイルの産地・多治見市笠原町では、ゴミステーションをモザイクタイルで飾る活動が行われているそうです。そこで今回は、タイルの魅力を伝えるために発起した、地元の方たちの活動を調べてみました。
記事詳細へ